Gesenkschmieden

Michael Schmitz - Geschäftsinhaber IMS Schmitz
"Gesenkschmieden ist dann am stärksten, wenn Präzision, Wiederholgenauigkeit und Materialfestigkeit entscheidend sind. Bei IMS Schmitz verbinden wir langjährige Erfahrung mit modernem Prozessverständnis, und liefern Schmiedeteile, die nicht nur exakt passen, sondern auch den Belastungen im realen Einsatz dauerhaft standhalten. Ob Kleinserie oder Großauftrag, Standardbauteil oder individuelle Lösung: Wir denken mit, handeln lösungsorientiert und begleiten unsere Kunden von der Idee bis zum fertigen Produkt – verlässlich, effizient und partnerschaftlich"
Das Gesenkschmieden oder Gesenkformen ist ein Fertigungsverfahren aus der Hauptgruppe des Umformens. Dort wird es gemeinsam mit dem Walzen, Freiformen, Eindrücken und Durchdrücken der Gruppe des Druckumformens zugeordnet. Nach DIN 8583 ist es ein Druckumformen mit gegeneinander bewegten Formwerkzeugen, den Gesenken. Die zu erzeugende Form ist dabei teilweise im Gesenk als Negativ enthalten. Als Gesenkschmieden Werden dabei alle Schritte bezeichnet, sterben zur Herstellung von Gesenkschmiedeteilen nötig Sind. Dazu gehört auch das Abtrennen der Rohlinge von Halbzeugen, das Erwärmen und Entzundern sowie die Wärme- und Oberflächenbehandlung. Der eigentliche Umformprozess wird als Gesenkformen bezeichnet
 |  |
|---|---|
 |  |
 |  |
Schmiedeverfahren
-
Gesenkschmieden von 0,5 kg bis 100 kg
-
Freiformschmieden bis Durchmesser 150 mm
-
Ringschmieden (nahtlos):
-
Durchmesser bis da 3000 mm
-
Durchmesser von di 350 mm
-
Höhe bis 400 mm
-
Gewicht bis 2 t
-
Wandstärke bis 225 mm
-
Inkl. Drehbearbeitung möglich
-
Flansche geschmiedet von Durchmesser 15 mm bis 2000 mm
Einsatzbereich
-
Automobilindustrie
-
Bahnindustrie
-
Luftfahrt
-
Windenergie
-
Lager
-
Allgemeiner Maschinenbau
Qualitätssicherungssystem
-
ISO 9001 Version 2000
Oberflächenbehandlungen
-
Elektropolieren
-
Passivieren
-
Lackieren
-
Eloxieren
-
Gleitschleifen
-
Grundieren
-
Sandstrahlen
-
Verzinken (Chrom -6- frei)
Vorteile Gesenkschmieden
-
vielseitige Gestaltungsmöglichkeiten
-
beanspruchungsgerechter Faserverlauf
-
geringer Materialverlust
-
fertigkonturnah oder auf Fertigkontur
-
hohe Maß Genauigkeit
-
homogene, feinkörnige Struktur, ohne innere Defekte
-
gas- und flüssigkeitsdichtes Struktur
-
hochbelastbare und langlebige Komponenten
-
große Werkstoffvielfalt
-
der wirtschaftlichste Fertigungsprozess für komplexe Bauteile
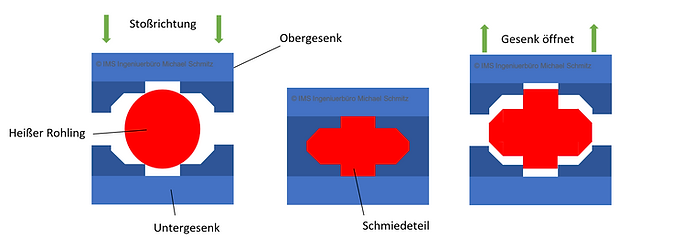
Gesenkschmieden mit geschlossenem Gesenk
Der glühende Rohling wird in das offene Gesenk gelegt, bevor der Schmiedeprozess beginnt. Das Gesenkoberteil wird dann mit großer Kraft auf das Gesenkunterteil geschlagen, wodurch der Rohling in die gewünschte Form gebracht wird. Es können mehrere Schläge erforderlich sein, um die endgültige Form des Bauteils zu erreichen.
Bei Bauteilen mit hohem Verformungsgrad werden häufig mehrere Gesenke verwendet, um die Verformung schrittweise umzusetzen. Dieser Prozess, auch als Stufenschmieden bekannt, erlaubt es, komplexe Bauteile mit präzisen Formen und Geometrien herzustellen.
Der Ablauf des Gesenkschmiedeprozesses sieht wie folgt aus: