

Metallpulverspritzguss (MiM)

Michael Schmitz - Geschäftsinhaber IMS Schmitz
"Die von unseren Partnern eingesetzte Pulvermetall-Spritzguss-Technologie (Metal Injection Molding, MIM) ist ein schnell wachsendes Fertigungsverfahren, das sich ideal für die Serienproduktion kleiner, präziser und hochstabilier Bauteile eignet. Dieses Verfahren kombiniert die Formgebungsfreiheit des Kunststoff-Spritzgusses mit den Vorteilen von Metallen, was nahezu unbegrenzte Möglichkeiten hinsichtlich Bauteilgeometrie, Festigkeit, Prozesssicherheit und Qualität bietet."
Das Metallpulverspritzgießen, auch bekannt als MIM-Verfahren (Metal Injection Molding), ist eine innovative Technologie, die sich ideal für die Herstellung kleiner bis mittelgroßer Teile mit komplexen Geometrien eignet. Dieses Verfahren ermöglicht die Verwendung einer Vielzahl von Materialien, wie rostfreie Stähle, niedriglegierte Stähle, weichmagnetische Werkzeugstähle und keramische Werkstoffe.
Durch den Verzicht auf Montage- und Fügeschritte im MIM-Verfahren können auch schwer zu bearbeitende Materialien wie Edelstahl oder Titanlegierungen problemlos verarbeitet werden. Dies führt zu einer höheren Effizienz und Kosteneinsparungen bei der Produktion. Das MIM-Verfahren ermöglicht zudem eine hohe Präzision bei der Integration von Details wie Bohrungen, Logos oder Gewinden in das Bauteil. Die Genauigkeit und Vielseitigkeit dieses Verfahrens machen es zu einer attraktiven Option für Branchen, die hohe Anforderungen an die Qualität und Komplexität von Bauteilen stellen, wie zum Beispiel in der Automobilindustrie, Luft- und Raumfahrt, Medizintechnik oder im Maschinenbau.
MiM Beispielteile
 |  |  |
|---|---|---|
 |  |  |
 |  |
Formfreiheit trifft Metallfestigkeit
Mit dem MIM-Verfahren können Konstruktionslösungen umgesetzt werden, die mit anderen Verfahren entweder nicht oder nur unwirtschaftlich herstellbar sind. Dies macht es zu einer attraktiven Option für zahlreiche Industrien und Anwendungen.
Wir sind in der Lage, Ihnen sehr wirtschaftlich Bauteile aus Stahl und Edelstahl im Gewichtsbereich von 2g bis ca. 100g anzubieten. Durch die Zusammenarbeit mit unseren erfahrenen Partnern gewährleisten wir eine zuverlässige Fertigung und Lieferung von qualitativ hochwertigen MIM-Produkten, die Ihren Anforderungen und Bedürfnissen entsprechen.

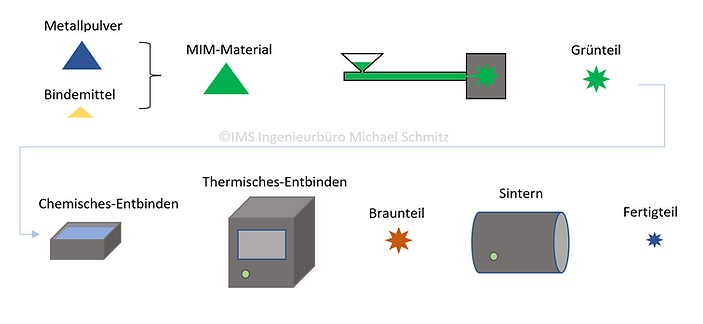
Prozessablauf MiM
Schritt 1: Mischen des Materialpulvers mit dem Bindemittel:
Hierbei wird das feine Metallpulver mit einem Bindemittel vermischt, um das gebrauchsfertige MIM-Material zu erhalten.
Schritt 2: Einspritzen des MIM-Materials:
Das MIM-Material wird in einer speziellen Spritzgussmaschine in die vorgefertigte Form eingespritzt.
Schritt 3: Entfernen des Grünteils:
Das formgebende Grünteil wird aus der Form entnommen.
Schritt 4: Chemisches und thermisches Entbinden:
Im nächsten Schritt wird das Bindemittel aus dem Grünteil entfernt. Dies geschieht durch einen chemischen und/oder thermischen Prozess, woraus das sogenannte Braunteil entsteht.
Schritt 5: Sintern:
Schließlich wird das Braunteil gesintert, bei dem das Metallpulver unter hohen Temperaturen verdichtet wird, um das stabile und endgültige Bauteil zu erhalten.
Vorteile MiM
➤ Hervorragende Formgebungsmöglichkeiten: Mit dem MIM-Verfahren können selbst Teile mit sehr komplexen Formen ohne oder mit nur geringer Nachbearbeitung hergestellt werden. Hinterschneidungen und komplizierte Geometrien sind problemlos umsetzbar.
➤ Enge Toleranzgrenzen: Das MIM-Verfahren ermöglicht die Einhaltung enger Toleranzen bei gleichzeitig sehr guter Reproduzierbarkeit. Die Mindesttoleranzen betragen ± 0,05 mm für Geometrien < 3mm, wodurch Präzisionsteile in hoher Qualität gefertigt werden können.
➤ Sehr gute Materialeigenschaften: MIM-Bauteile erreichen eine Dichte zwischen 96-100% und sind frei von Eigenspannungen. Dadurch werden Materialeigenschaften erreicht, die sonst nur bei Teilen vorkommen, die durch Zerspannung aus dem Vollen gefertigt wurden.
➤ Hervorragende Oberflächenqualität: Die Bauteiloberflächen von MIM-Teilen erreichen eine Rauigkeit zwischen 0,4 µm bis 3,2 µm ohne nachfolgende Oberflächenbehandlung. Dies führt zu einer ästhetisch ansprechenden und funktionalen Oberfläche.
Prüfmöglichkeiten von MIM Teilen
- Elektropolieren
- Passivieren
- Röntgen
- Fluxen
- Ultraschall
- Chemische Analyse
- Zugfestigkeit
Oberflächenbehandlungen
- Strahlen
- Lackieren
- Grundieren
- Eloxieren
- Sandstrahlen
- Verzinken
- Elektropolieren
Tabelle mit ausgewählten Catamold®‑Feedstock-Materialien der BASF Gruppe
